Kako natisniti kovine
V zadnjih letih je 3D tisk doživel še zadnjo fazo razvoja, skozi katero mora tehnologija, preden spremeni svet. Postal je dovolj poceni, da je dostopen tudi domačim uporabnikom, industrija pa ga že uporablja. Naslednji korak je 3D tisk kovin, ki ga potrošniki še nismo dobili.
3D tisk se je iz drage in specializirane tehnologije, ki so si jo lahko privoščila le največja podjetja, v zadnjih letih razvil v eno najbolj vročih tehnologij. Zanjo so slišali že vsi, marsikdo je tudi že prijel v roke kak natisnjen izdelek ali si tiskalnik ogledal pobliže. Pred petimi leti so bili 3D tiskalniki na Gartnerjevem seznamu desetih najobetavnejših tehnologij. Tehnologija se ni izpela ali upehala, kot na primer veriženje blokov (blockchain). V resnici velja nasprotno, tako da je Gartner 3D tisk letos označil za tehnologijo, ki ima največji potencial za spremembo poslovnih modelov. Napovedujejo, da bo do leta 2021 več kot 75 odstotkov vojaških in komercialnih letal uporabljajo dele, ki so bili natisnjeni.
Vsak material ima drugačne lastnosti, ki jih je treba upoštevati pri oblikovanju izdelka za 3D tisk.
To v resnici ni tako nemogoče, saj sta letalska in medicinska industrija prvi začeli uporabljati 3D tisk. To je bilo v letih, ko je bil ta tisk še tako drag, da so si ga lahko privoščili le pri izdelavi najdražjih delov. To, čemur danes pravimo 3D tisk, je Boeing pod imenom aditivno proizvajanje (additive manufacturing) uvedel že pred 20 leti. Danes tiskajo že več kot 50.000 različnih sestavnih delov za svoja letala. Tudi letalski motorji imajo čedalje več takih delov – GE Aviation je v svoj novi motor namesto 855 klasičnih delov vstavil 12 natisnjenih (ki so lahko kompleksnejših oblik), s čimer so dobili 10 odstotkov zmogljivejši in 20 odstotkov varčnejši turbopropelerski motor.
Prednosti 3D tiska kovin
- zanesljivost in ponovljivost
- trdnost
- nizka teža
- minimalen odpad
- fleksibilnost pri dizajnu
Slabosti 3D tiska kovin
- težavna optimizacija postopka
- omejena skalabilnost
- hitrost
- omejena velikost
Tudi izdelovalci medicinske opreme s pridom izkoriščajo 3D tisk, počasi pa ga usvajajo tudi druge branže. Posebej veliko uporabno vrednost ima tam, kjer potrebujemo posamezni stranki prilagojene izdelke. Zelo očiten zgled so proteze, ki morajo kar najlepše nadomestiti manjkajoči telesni del. Zadnji so se nad 3D tiskom navdušili v avtomobilski industriji. Verjetno 3D tisk ne bo nikoli v celoti nadomestil klasičnih proizvodnih postopkov, tako kot tudi laserski tiskalniki in diski niso v celo nadomestili brizgalnih tiskalnikov in tračnih enot. So jih pa nadomestili tam, kjer se to splača.
Pri 3D tisku so to majhne serije in prototipi, saj lahko z natisnjenimi izdelki hitro preverimo, ali se nek sestavni del vklaplja v celotni izdelek. Tako lahko hitro in poceni v resničnosti preverjamo različne variante izdelka, preden se odločimo za končno produkcijsko. Tudi pri Akrapoviču in Pipistrelu so v preteklosti že povedali, da s pridom uporabljajo 3D tisk.
Kaj lahko tiskamo
Če precej poenostavimo – skoraj vse. Medtem ko ceneni 3D tiskalniki za domačo rabo bljuvajo zgolj plastične mase, je za ustrezno ceno mogoče natisniti najrazličnejše materiale. Med njimi omenimo poliamide (najlon), alumid (poliamid z aluminijevim prahom), trdo plastiko ABS (akrilonitril butadien stiren, iz katerega so legokocke), smole, keramiko, karbonske materiale in tudi različne kovine. Prav slednjim se bomo posvetili v tem članku. Gre za tehnologijo, ki do domačih uporabnikov še ni prispela, a bo nedvomno kmalu.
Večine klasičnih dizajnov ne moremo preprosto natisniti brez sprememb in prilagoditev oblikovanja.
Razlogi za 3D tisk kovin namesto uporabe klasičnih postopkov (ulivanje) so večidel enaki kot pri uporabi preostalih materialov. Omogoča hitrejšo proizvodnjo manjših serij, manj odpada in izdelavo kompleksnejših oblik (na primer votlih izdelkov ali ojačenih samo na enem delu), zato so lažji in cenejši od konvencionalnih, predvsem pa uporabijo manj surovin. Letalska industrija, ki drago plačuje vsak dodaten kilogram, ki ga prevaža, to še posebej ceni.
So tališča kovin visoka?
Pri 3D tisku je ena izmed ključnih lastnosti materiala temperatura njegovega tališča. Ko pomislimo na kovine, je navadno ena izmed prvih asociacij visoko tališče. V resnici to ni vedno res, saj je na primer živo srebro pri sobni temperaturi tekoče. Kalij se raztali pri 63° C, natrij pri 9° C (na voljo je celo njuna zlitina, ki je tekoča pri sobni temperaturi), kadmij pri 321° C, svinec pri 32° C itn. Drugo skrajnost predstavlja volfram s tališčem pri 3422° C. Tam najdemo tudi nekovine, denimo ogljik pri 350° C in bor pri 2300° C.
Razlog za sorazmerno visoko tališče večine kovin predstavljajo močne kovinske vezi med atomi, kakor imenujemo neusmerjen privlak, ki ga zagotavljajo delokalizirani elektroni (zaradi česar so kovine kovne). Visoka tališča imajo tudi ionski kristali (soli), ki imajo izjemno močne ionske vezi, a so te usmerjene in močno polarne. Zato se kuhinjska sol raztali pri 801° C, apno pa pri 2572° C, v vodi pa se raztopita oziroma reagirata. Hafnijev karbid ima tališče okrog 3900° C.
Ista razlika se pozna tudi v ekonomičnosti. Dizajn izdelka, ki je namenjen klasičnemu oblikovanju (denimo s CNC), na splošno ni primeren za 3D tisk, ker bi bil predrag. To, da bo izdelek natisnjen, je zato treba upoštevati že pri oblikovanju.
Koraki pri tisku
Pri 3D tiskanju delo poteka v korakih, ki so analogni običajnemu tisku na papir. Najprej potrebujemo model, ki ga oblikujemo v računalniškem programu. To je trirazsežna upodobitev predmeta, ki ga želimo ustvariti. Model mora biti fizikalno izvedljiv, torej mora oklepati končno prostornino (odpadejo ravnine debeline nič in odprti volumni). Shranimo ga v enem izmed formatov za 3D tisk: STL, AMF, 3MF ... STL je najstarejši format, ki ima to slabost, da datoteke hitro postanejo velikanske, kadar je na površini veliko detajlov. Zato so razvili AMF (American Society for Testing and Materials) in 3MF (Microsoft). Kateri standard bo dokončno prevladal, še ni jasno.
Oblika izdelkov, namenjena izdelavi s stružnico CNC, ni uporabna za 3D tisk, ker imajo preveliko prostornino in bi bili predragi.
Potem uporabimo namenski program, ki prepozna model in ga razkosa v plasti in prevede v navodila, ki so razumljiva 3D tiskalniku. Na tej točki se odločimo, kolikšno ločljivost tiska bomo zahtevali, to pa je seveda povezano s tehniko (glej v nadaljevanju). Navadno se zadovoljimo z nekaj deset mikrometri.
Podporne strukture
Pri 3D tiskanju se lahko zgodi, da potrebujemo podporo (support). Ker morajo pri nalaganju plasti na nečem sloneti, je od oblike strukture odvisno, koliko podpor potrebujemo. Tisk profila črke Y poteka navadno brez podpore (kot previsa je manjši od 45°), pri črki T pa je previs (overhang) tolikšen, da ne bo šlo brez podpore. Seveda pa si lahko pomagamo tako, da predmet orientiramo drugače. Pri tem je treba biti pazljiv, saj so lastnosti predmetov odvisne od smeri, v kateri smo jih natisnili. Material ni izotropen, ker predmet nastaja plast za plastjo.
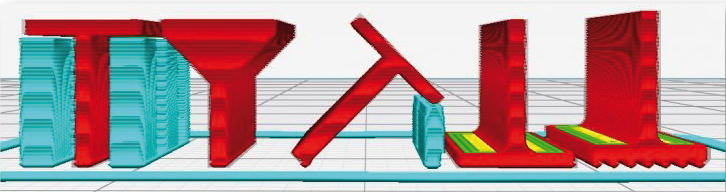
Potrebo po podpori zmanjšamo s pametnim oblikovanjem in orientacijo predmeta.
Tisk kovin
Profesionalne 3D tiskalnike za kovine izdelujeta EOS in Stratasys. Njuni izdelki niso poceni, saj cene presegajo pol milijona evrov za zmogljive modele. Ker je to precej, lahko to storitev najamemo pri nekaterih podjetjih: svoj izdelek jim damo natisniti (tudi v Sloveniji jih najdemo nekaj). Najpogosteje uporabljene kovine za tisk so aluminij, baker, bron, jeklo, medenina, platina, srebro, titan in zlato. Na voljo je več tehnologij 3D tiska, za kovine pa se največkrat uporabljajo: lasersko sintranje, usmerjena depozicija in brizganje.
Kako deluje
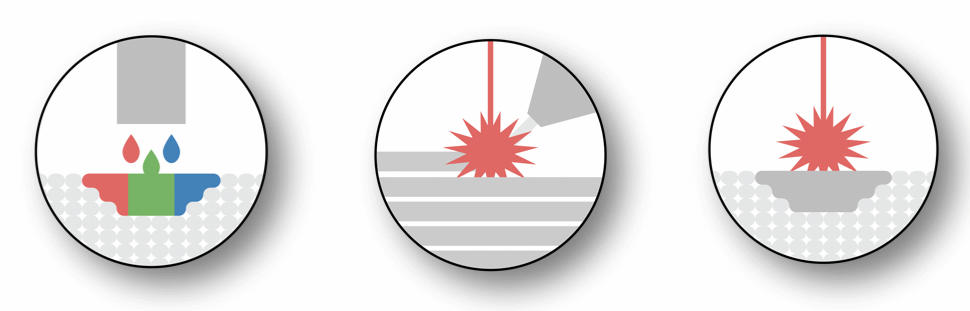
Najbolj priljubljene tehnike 3D tiska kovin: brizgalna tehnika, usmerjena depozicija (nanašanje), lasersko sintranje. Slika: 3D Hubs
Z brizgalno tehniko (binder jetting) plasti združimo tako, da se zlepijo kovinski delci. Ta tehnika je še najbolj podobna dvodimenzionalnemu tiskanju na papir. Postopek poteka hladno brez segrevanja, vezivo pa je tekoče. Najprej na celotno površino nanesemo nekaj deset mikrometrov debelo plast prahu. Brizgalna glava nato glede na obliko izdelka nanese plasti lepila, na katerega se prime kovinski prah. Nato se glava dvigne za eno plast in postopek se ponovi. Lepilo mora imeti zelo nizko viskoznost (kakšno desetinko centipoise), da lahko teče skozi tanke reže glave. Za primerjavo: viskoznost vode je pri sobni temperaturi 0,89 centipoise. Ko je izdelek nared, odvečni prah odstranimo (de-powdering). Sintranje se izvede šele na koncu, ko dokončani izdelek postavimo v peč in ga žgemo podobno kakor keramiko. Postopek je hiter in sorazmerno poceni, z njim pa lahko ustvarimo velike strukture. Največja pomanjkljivost tako izdelanih predmetov sta nizki trdnost in gostota, ki ju spremlja poroznost, zaradi česar niso tako vzdržljivi kakor drugi. Ta problem lahko delno rešimo z nadaljnjo toplotno obdelavo.
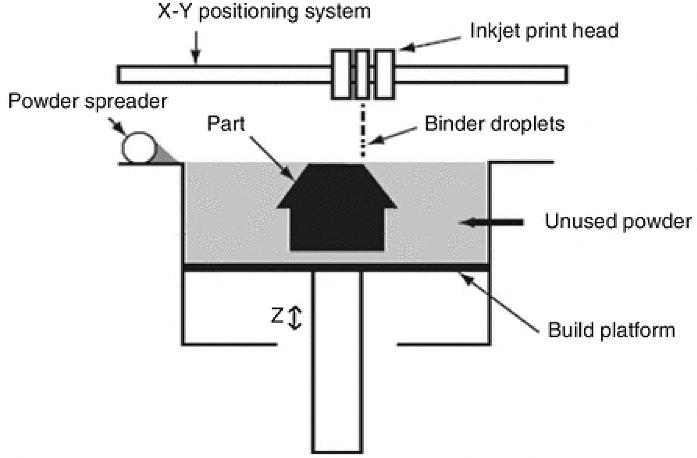
Brizgalna tehnika 3-D tiska. Slika: I. Gibson, D.W. Rosen, B. Stucker, Additive Manufacturing Technologies, Springer US, Boston, MA, 2010
Lasersko sintranje (direct metal laser sintering) deluje podobno kot brizgalna tehnika. Potrebujemo kovinski prah, ki pa se zaradi toplotne obdelave sprijema. V ta namen uporabljamo energijski vir, kot je laser ali kak drug močan žarek, s katerim selektivno »raztalimo« prah kovin na želenih mestih. Ta se lahko le delno (sintranje) ali v celoti raztali. Tako se sprime s spodnjimi plastmi izdelka, ki nastaja plast za plastjo. Končni izdelek ni porozen, kar pozitivno vpliva na strukturno trdnost. Posamezna plast je debela od 20 do 150 mikrometrov in mora biti iz ene same kovine. Ker se pri nastajanju raztali, ima končni izdelek podobno strukturo kakor klasično izdelani. Poznamo več načinov sintranja, ki se razlikujejo po viru toplote – to je lahko laser, elektronski žarek ali kaj tretjega. Pri nekaterih kovinah se postopek izvaja v inertni atmosferi, ker bi kovine pri visoki temperaturi reagirale s kisikom iz zraka (kovine v obliki finega prahu so bistveno reaktivnejše, železna volna na primer gori).
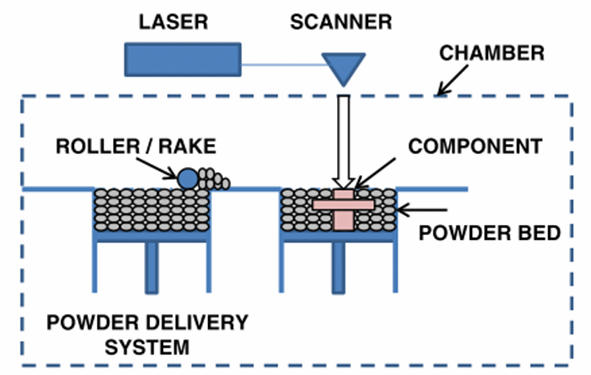
Lasersko sintranje pri 3D tisku. Slika: Frazier W. E., Metal Additive Manufacturing: A Review, Journal of Materials Engineering and Performance, 2014 (23)
Pri usmerjenem nanašanju (directed energy deposition) material segrevamo hkrati, ko ga nanašamo na predmet. Potrebujemo torej močan vir energije, denimo laser ali elektronski curek. Obenem na isto mesto dovajamo tudi material za 3D tisk. To lahko storimo z vpihovanjem prahu, z dodajanjem trdnega vira ali v obliki posebnega plina. Postopek ima dve glavni inačici: LENS (laser engineering net shape) in EBAM (electron beam additive manufacturing). V prvi za segrevanje uporabljamo laser, ki segreva prah. Pri EBAM uporabljamo elektronski curek, material pa dobimo v obliki žice, ki jo elektronski curek v vakuumu utekočini. Za razliko od preostalih načinov z depozicijo ne moremo izdelati celotne plasti hkrati, temveč se pomikamo točkovno, zaradi česar je proizvodnja počasnejša. Ker v postopku sam predmet ne ponuja podpore, nekaterih geometrij ne moremo ustvariti tako brez podpor (problematični so zlasti previsi). Postopek ima sorazmerno visoke tolerance, zaradi česar je potrebna naknadna obdelava, če zahtevamo zelo fine površine.
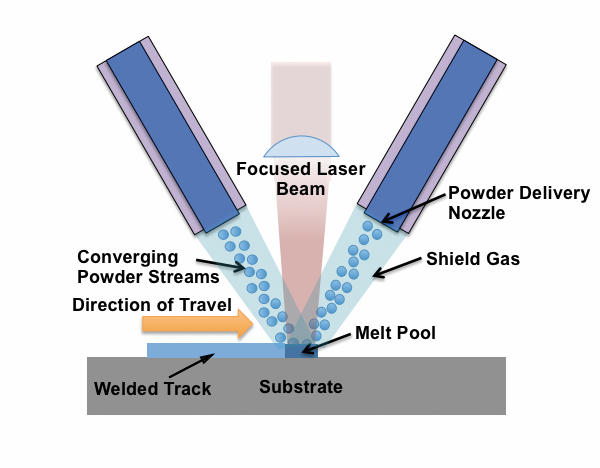
3D tisk z usmerjenim nanašanjem materiala. Slika: Creative Commons/Bits into Atoms LLC
Končna obdelava
Po tisku moramo predmete še obdelati (post-processing). Kaj je zaobjeto v tem, je odvisno od izdelka in od tehnike tiska. Navadno odstranimo morebitne podpore. Po laserskem sintranju je treba izdelek še enkrat segreti, da odstranimo nakopičeno notranjo napetost. Izdelke iz brizganja moramo v pečici žgati kakor keramiko, da odstranimo odvečno vezivo in jih okrepimo. Izdelke je včasih treba še kemično obdelati, polirati, odstraniti nepotrebne dodatke, kaj dodati, jih pobarvati ali celo galvanizirati.
Hewlett-Packard obljublja dostopne tiskalnike
Čeprav so na voljo 3D tiskalniki za kovine, delujejo in so že rutinsko v rabi, jih v dnevnih sobah še ne bomo našli. Po najbolj optimističnih ocenah bi lahko tja prispeli leta 2020, dotlej pa bodo ostali v podjetjih, kjer si lahko privoščijo več sto tisoč evrov težke investicije. Toda to ne pomeni, da je vse izgubljeno.
Natisnjeni izdelek ima drugačne lastnosti od ulitega, četudi je enake oblike.
Cel kup podjetij ponuja 3D tisk po naročilu. Druga možnost pa je uporaba posebnih plastik, ki jim je dodan kovinski prah, a še vedno dovolj malo, da je njihovo tališče med 200 in 300° C. Tako lahko natisnemo predmete, ki imajo deloma kovinski značaj, kar se pozna na videzu, občutku in teži. Taki kovinski filamenti vsebujejo tudi do 50 odstotkov kovine.
Hewlett-Packard je letos napovedal 3D tiskalnik Metal Jet. Pred dvema letoma je izvedel pravo malo revolucijo z Jet Fusionom, ki je poenostavil tiskanje plastike, Metal Jet pa kani to storiti še s kovinami. Uporabljal bo brizgalno tehnologijo. Partnerska podjetja (na primer Volkswagen) bodo Metal Jet dobila še letos, končni uporabniki pa leta 2020. Začelo se bo sramežljivo – verjetno s kakšnimi kljukami, na koncu pa lahko pričakujemo avtomobile z natisnjenimi deli. Metal Jet naj bi bil konkurenčen pri serijah okrog 50–70 tisoč izdelkov. Postopek se kljub počasnosti in ceni splača, ker so letalski motorji dragi in dovršeni.
Slovenski laboratorij za 3D tisk kovin
Na ljubljanski fakulteti za strojništvo so 3. oktobra letos odprli nov Laboratorij za 3D tisk kovin. Pri postavitvi laboratorija in nabavi opreme so sodelovali tudi SRIP ACS+ (strateško razvojno inovacijsko partnerstvo na področju mobilnost), podjetje SIEVA in konzorcij več partnerjev.
V prostore fakultete so namestili pol milijona evrov vreden 3D tiskalnik kovin nemškega izdelovalca EOS. Ta omogoča tisk predmetov v velikosti do 250 x 250 x 300 milimetrov iz nerjavnega in orodnega jekla, aluminija in nikljeve zlitine.

3D tiskalnik za tisk kovin na ljubljanski fakulteti za strojništvo
Navsezadnje letalska industrija to počne že leta. Podjetja, ki trenutno 3D tiskajo kovine, uporabljajo drage in velike tiskalnike podjetij EOS in Stratasys. Ti stanejo tudi do pol milijona evrov in zasedajo cele sobe (tak primer ima tudi ljubljanska univerza, glej okvir).

Prototip natisnjene prestavne ročice. Slika: HP
Letalska industrija to že počne
GE Aviation na primer z laserskim sintranjem proizvaja šobe za gorivo za svoje letalske motorje. Že od 90. let so sodelovali s podjetjem Morris Technologies in ga leta 2012 tudi prevzeli. Greg Morris je eden izmed pionirjev 3D tiska, ki je za GE Aviation tiskal prototipe. Toda končni cilj je bil veliko smelejši – želeli so tiskati končne izdelke v količinah za množino prodajo.

Natisnjena šoba za gorivo v letalskih motorjih GE Aviation tehta 25 odstotkov od prejšnjih 20 delov, ki so opravljali isto nalogo. Slika: Adam Senatori/GE Reports
Omenjena šoba je bila prvi primer, ki je že uspel. Združila je več kot 20 ločenih delov, ki so jih uporabljali poprej, hkrati pa je tehtala 25 odstotkov manj. Ko so začeli eksperimentirati na starem helikopterskem motorju, jim je v 18 mesecih uspelo 900 ločenih komponent nadomestiti s 16 natisnjenimi. Te so bile 40 odstotkov lažje, 60 odstotkov cenejše in predvsem logistično enostavnejše. Odpadlo je usklajevanje z ducatom dobaviteljev, saj so si celoten predmet natisnili. Danes GE Aviation proizvaja turbopropelerski motor, ki namesto 855 komponent vsebuje ducat natisnjenih delov (in seveda še precej klasičnih).

Arcamov 3D tiskalnik za kovine, ki ga uporablja GE Aviation, uporablja elektronski curek in lahko tiska iz različnih zlitin, denimo titana in aluminija (TiAl). Slika: Mark Trent/GE Reports
Različne kovine za 3D tisk
aluminijeve zlitine + dobre mehanične in toplotne lastnosti
+ nizka gostota
+ dobra električna prevodnost
- nizka trdnost
nerjavno jeklo + odpornost proti obrabi
+ velika trdnost
+ dobri razteznost in kovnost
titanove zlitine + odpornost proti koroziji
+ dobro razmerje trdnost/teža
+ nizek temperaturni koeficient
+ biozdružljivost
kobalt-kromove superzlitine + odpornost proti obrabi in koroziji
+ odpornost na visoke temperature
+ visoka trdnost
+ biozdružljivost
nikljeve superzlitine + dobre mehanične lastnosti
+ odpornost proti koroziji
+ odpornost na zelo visoke temperature
+ uporabnost v ekstremnih razmerah
žlahtne kovine + za nakit
- manj pogoste






